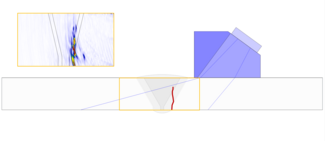
Conventionnel
Le contrôle conventionnel par ultrasons utilise des têtes de contrôle composées d'un seul élément vibrant, utilisées comme émetteur et récepteur, ou de deux éléments, un émetteur et un récepteur (têtes de contrôle S/E).
Les têtes de contrôles appropriées (taille, angle d'incidence, fréquence de contrôle, type d'onde, etc.) sont choisies en fonction de la tâche de contrôle à effectuer.
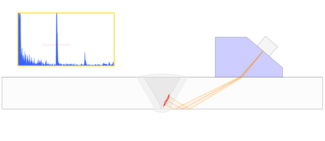
Phased-Array
Dans le cas du contrôle par ultrasons Phased-Array, les têtes de contrôle se composent de nombreux éléments individuels qui peuvent émettre et recevoir du son indépendamment les uns des autres et à différents moments. Une commande appropriée permet de contrôler l'angle d'incidence ou de focaliser le son de manière spécifique. L'imagerie des ultrasons réfléchis facilite l'interprétation et permet une évaluation et un jugement plus sûrs. Une sonde Phased-Array peut remplacer plusieurs sondes à ultrasons conventionnelles, ce qui permet de simplifier le processus de contrôle.dans le cas du contrôle par ultrasons Phased-Array, les têtes de contrôle se composent de nombreux éléments individuels qui peuvent émettre et recevoir du son indépendamment les uns des autres et à différents moments. Une commande appropriée permet de contrôler l'angle d'incidence ou de focaliser le son de manière spécifique. L'imagerie des ultrasons réfléchis facilite l'interprétation et permet une évaluation et un jugement plus sûrs. Une sonde Phased-Array peut remplacer plusieurs sondes à ultrasons conventionnelles, ce qui permet de simplifier le processus de contrôle.
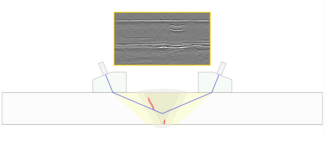
TOFD
La méthode TOFD utilise un émetteur qui émet des ondes ultrasonores longitudinales à bande aussi large que possible et une sonde réceptrice. Elle est donc particulièrement bien adaptée à la détection de défauts longitudinaux et est principalement utilisée pour le contrôle des soudures.
L'impulsion ultrasonore incidente sur le défaut génère des ondes de diffraction sur ses bords. Celles-ci se propagent sous forme sphérique, parviennent également à la tête de contrôle réceptrice et génèrent une indication correspondante.
Les ondes de diffraction générées peuvent être attribuées aux pointes supérieure et inférieure du défaut en raison d'un déphasage et du temps de propagation correspondant.
Semi-mécanisée
Cette méthode peut être utilisée aussi bien avec la technique conventionnelle, avec Phased-Array ou avec la technique TOFD.
Les données de contrôle sont attribuées à une position et enregistrées au moyen d'un encodeur. Le guidage des têtes de contrôle s'effectue à l'aide d'un simple scanner manuel.

Mécanisée
Cette méthode peut être utilisée avec la technique conventionnelle, avec Phased-Array ou avec la technique TOFD.
Les données de contrôle sont attribuées et enregistrées avec une grande précision de position à l'aide d'un capteur de déplacement. Le guidage des têtes de contrôle s'effectue à l'aide d'un dispositif de contrôle.